
Продукция




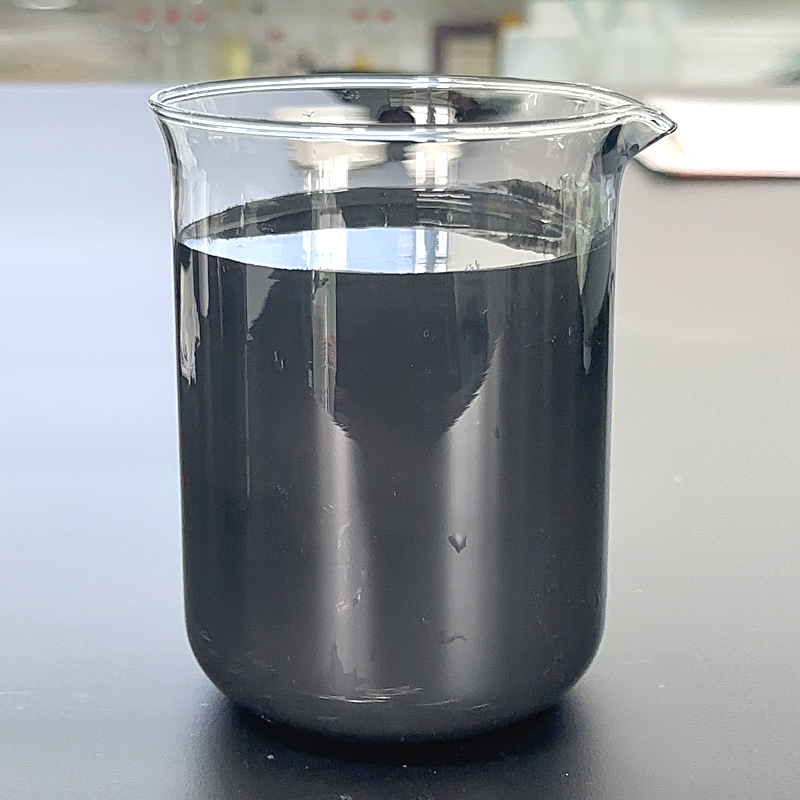




Смазка для горячего экструзионного процесса (для установки с верхним трубным прессом и полностью плавающими сердечниками) типа XH-5C
Эта смазка разработана нашей компанией в соответствии с температурными характеристиками и технологическими особенностями горячего прессования стальных труб, она имеет характеристики широкого диапазона температуры плавления, низкой температуры плавления, хорошей дисперсии жидкости после плавления, ее пластичность, текучесть, вязкость идеальны, хороший эффект смазки, и она находится на лидирующих позициях в стране и за рубежом.
Описание
маркер
Описание продукта
Эта смазка разработана нашей компанией в соответствии с температурными характеристиками и технологическими особенностями горячего прессования стальных труб, она имеет характеристики широкого диапазона температуры плавления, низкой температуры плавления, хорошей дисперсии жидкости после плавления, ее пластичность, текучесть, вязкость идеальны, хороший эффект смазки, и она находится на лидирующих позициях в стране и за рубежом.
Функция и использование
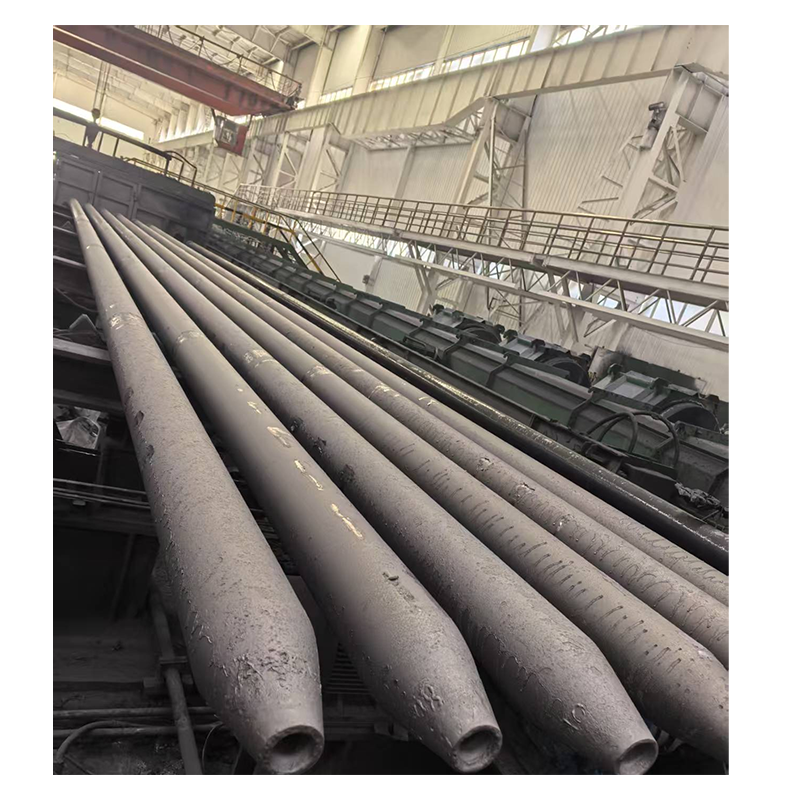
Данный продукт в основном используется в качестве изолирующей смазки между трубной заготовкой и формой при горячей экструзии трубы, которая относится к категории жидких смазок.Когда эта смазка вступает в контакт с раскаленной стальной заготовкой, она может немедленно прилипнуть к заготовке, быстро расплавиться и рассеяться, образуя слой вязкой и смазывающей жидкой пленки на внутренней и внешней поверхностях заготовки.Когда начинается операция экструзии, эта смазочная пленка играет роль изоляции и смазки между поверхностью заготовки и пресс-формы, что хорошо влияет на снижение расхода пресс-формы, улучшение качества внутренней и внешней поверхности продукта и быстрое склеивание пресс-формы.
Характеристики продукта
1. низкая температура плавления: он может быть полусферическим при 600°C, быстро плавится при 900°C и равномерно покрывает внутреннюю и внешнюю поверхности заготовки.При использовании в непрерывной прокатной установке полной плавающей оправки, температура полусферизации составляет 350 ℃.
2. широкий диапазон адаптируемых температур: он может играть нормальную роль смазки в 600-1300 ℃.Когда он используется в непрерывной прокатки единицы полной плавающей оправки, его лучшая температура использования 350 ~ 1150 ℃.
3. хорошая адгезия: после расплавления в жидкое состояние, он быстро рассеивается, но не зависает, что обеспечивает равномерную смазку на всей поверхности заготовки.
Физические и химические свойства
1.Тип горячей экструзии
1.1 Химический состав
| Состав | SiO2 | B2O3 | N2O | K2O | MgO |
| Содержание % | 28~33 | 18~23 | 29~35 | 8~12 | 5~9 |
1.2 Физические свойства
| Индикатор | Вязкость в па.с | Температура размягчения ℃ | Скорость плавления 900℃,S | Сетка |
| Параметры | 900~1300℃ 120~65 | 600 | 5 | 40~80 |
2.Полностью плавающие оправки для непрерывного проката
2.1 Химический состав
| Состав | Состав Фосфат | Пищевая сода | Бораты |
| Содержание % | 70~90 | 10~15 | 0~5 |
2.2 Физические свойства
| Индикатор | Вязкость в па.с | Температура размягчения ℃ | Скорость плавления 600℃, S | Сетка |
| Параметр | 600~1150℃ 100~50 s | 350 | 5 | 20~200 |
Использование
Смазка может использоваться непосредственно для внутреннего и внешнего покрытия.Дозировка может быть добавлена в соответствии с обычным количеством, или может быть решена отдельно в зависимости от ситуации.При использовании в непрерывном прокатном стане, сначала добавьте воду в контейнер, затем добавьте XH-5C при перемешивании, поднимите температуру до 40~70℃, и распылите после 5 минут полного растворения.
Упаковка
Внешний тканый мешок, внутренний мешок из полиэтиленовой пленки, 25 кг/мешок.
связаться с нами
Сопутствующие популярные продукты
Неорганическая силикатно-цинковая антикоррозийная краска XH-18-W1
Продукт состоит из двухкомпонентной антикоррозийной краски типа растворителя, состоящей из модифицированного алкина предварительно полисиликатного эфира и цинкового порошка, обладает отличными антикоррозионными свойствами.Обладает катодной защитой, отличными антикоррозионными свойствами; Отличная адгезия на пескоструйной стали. Отличная стойкость к растворителям, отличная низкотемпературная отверждаемость; Сухо и быстро, с отличными строительными характеристиками.
Водноосновная двухкомпонентная акрилово-полиуретановая финишная краска XH-W171-B3
Это двухкомпонентная отвержденная водная акриловая полиуретановая краска. Это продукт с характеристиками защиты окружающей среды, высокой стойкости, высокого блеска и так далее. Хороший внешний вид; Отличные сухие свойства; Хорошее освещение и сохранение цвета; Хорошая водостойкость, маслостойкость, кислотоустойчивость. Устойчивость к щелочи.
Водноосновная алкидная антикоррозийная финишная краска XH-W171-S2
Это однокомпонентная модифицированная водяная алкидная краска. Это экологически чистый, строительный широкий спектр, отличная адгезия, солестойкий туман, погодоустойчивый продукт.

Масло для горячей прокатки углеродистой стали серии XH-6
Данная серия продуктов состоит из четырех моделей A, B, C, D, соответственно относящихся к синтезу различного сырья, но обладающих хорошей смазывающей способностью, адгезией, термостойкостью и текучестью.Она может эффективно снизить износ валков, продлить срок службы валков, снизить энергопотребление и давление прокатки, а также улучшить качество поверхности полосы.
Акриловая антикоррозийная грунтовка XH-18-B1
Акриловая краска представляет собой однокомпонентную акриловую грунтовку типа растворителя, изготовленную из термопластичной акриловой смолы, пигмента, усилителя, растворителя и т.д.Обладает хорошей погодоустойчивостью; Обладает лучшей светостойкостью и цветостойкостью; Часы быстро высыхают, не легко опыляются, быстро высыхают, антикоррозионные и антикоррозионные свойства хорошие, высокая твердость.
Полиуретановый лак для наружных стальных конструкций типа XH – 18BH
Данный продукт представляет собой двухкомпонентную полиуретановую краску, состоящую из гидроксильных смол, основного агента пигмента и отвердителя.

Смазка типа XH-8 для трубного дорна непрерывной прокатки (коллоидная форма на основе неорганической соли)
Этот продукт основан на “XH-3 неорганической солевой высокотемпературной смазке для оправок трубогибочных машин”, которая была успешно разработана нашей компанией в 1992 году, и в сочетании с общей особенностью непрерывной прокатки в нескольких стеллажах трубогибочных машин и непрерывных прокатных станов, и в соответствии с различными температурами оправок двух станов, этот продукт был разработан в 2005 году в виде коллоидной смазки для оправок непрерывных прокатных машин на основе неорганической соли.Коллоидная смазка для непрерывной прокатки.
Художественная оранжевая молотковая краска XH-18-Y2
Данный продукт представляет собой двухкомпонентную растворительную краску, состоящую из гидроксильных смол, пигментов, алюминиевого порошка, растворителей, вспомогательных веществ и полиуретановых премеров.Обладает хорошим блеском и физико – механическими свойствами; Ясные узоры, сильные стереоскопические ощущения; Обладает отличной декоративностью; Хорошая стойкость к маслу и воде; Строительные характеристики хорошие, в основном распыление; Строительные характеристики хорошие, могут использоваться в сочетании с различными грунтовками, также могут использоваться отдельно.
Двухкомпонентная акрилово-полиуретановая финишная краска XH-18-B3
Продукт состоит из модифицированных гидроксиакриловых смол, пигментных наполнителей, добавок и растворителей, изготовленных из двух компонентов краски, при использовании должен быть снабжен вспомогательным отвердителем.Хорошая стойкость и декоративность; Хорошее сохранение света и цвета; Хорошая водостойкость, маслостойкость и солестойкость к туману; Хорошая строительная, адгезия и механические свойства, хороший блеск и полнота, хорошие антикоррозионные свойства.
Водноосновная аминокислотная серебряная порошковая краска для обжига XH-W171-A1
Этот продукт представляет собой аминокислотную окраску, состоящую из акриловой и аминокислотной смолы, алюминиевого порошка, растворителя, усилителя и состава.Обладает хорошим блеском и физико – механическими свойствами; Хорошая стойкость к маслу и воде; Для распыления; Строительные характеристики хорошие, могут использоваться в сочетании с электрофоретической грунтовкой, также могут использоваться отдельно.
Металлическая краска типа XH – 18BH, фотолак типа XH – 18BH
Металлическая блестящая краска типа XH – 18BH изготовлена из акриловой или полиэфирной смолы, реологической смолы, водонепроницаемой смолы в качестве основной основы, с использованием импортной металлической краски (алюминиевого порошка, перламента и т. Д.
Водноосновная алкидная антикоррозийная грунтовка XH-W171-S1
Это однокомпонентная модифицированная водяная алкидная краска. Это продукт с экологическими, широкими строительными характеристиками, отличной адгезией и другими характеристиками. Широко используется в трубах, сельскохозяйственной технике,шахтных машинах, стальных конструкциях, прицепах, мостах, станках и других грунтовых красках.
Покраска в форме XH – 18BH
Импортная акриловая смола и модифицированная смола в качестве основного материала, в сочетании с титановым белым и другим пигментным наполнителем, вспомогательным агентом, растворителем. Данный продукт подразделяется на части А и В2 (двойная упаковка), а компонент А является отвердителем изоцианата.
Водноосновная органорастворимая неорганическая краска с высоким содержанием цинка XH-W171-W2
Продукт состоит из спирторастворимого предварительно полисиликатного эфира, цинкового порошка, состоящего из двух компонентов антикоррозионной краски, обладает отличными антикоррозионными свойствами.Обладает катодной защитой, отличными антикоррозионными свойствами; Отличная адгезия на пескоструйной стали. Отличная стойкость к растворителям, отличная низкотемпературная отверждаемость; Сухо и быстро, с отличными строительными характеристиками.
Алкидная антикоррозийная грунтовка XH-18-S2
Данный продукт представляет собой однокомпонентную краску типа растворителя, изготовленную из алкидных смол, пигментов, добавок и т.д. Обладает определенными декоративными свойствами; Охрана света, сохранение цвета с алкидной магнитной краской хорошо, может быть внутренней отделкой, наружной антикоррозийной защитой; Обладает определенной прочностью и механическими свойствами. Строительные характеристики хорошие, могут использоваться в сочетании с различными грунтовками, также могут использоваться отдельно.
Водноосновная неорганическая силикатно-цинковая антикоррозийная краска XH-W171-W1
Продукт состоит из двухкомпонентной антикоррозионной краски, состоящей из модифицированного алкина предварительно полисиликатного эфира и цинкового порошка, обладает отличными антикоррозионными свойствами.Обладает катодной защитой, отличными антикоррозионными свойствами; Отличная адгезия на пескоструйной стали. Отличная стойкость к растворителям, отличная низкотемпературная отверждаемость; Сухо и быстро, с отличными строительными характеристиками.
-


-
-


WeChat
